Виды исполнения задних упоров.
1. ИЗУ -01.
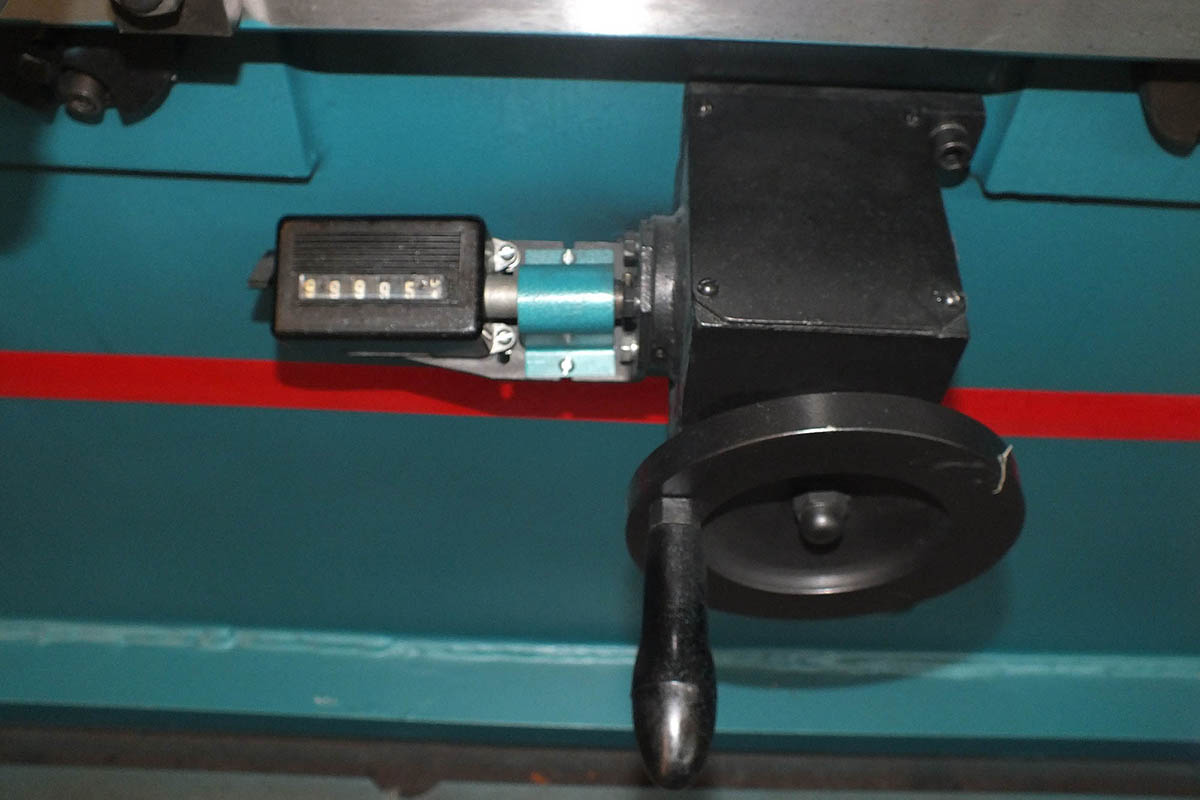
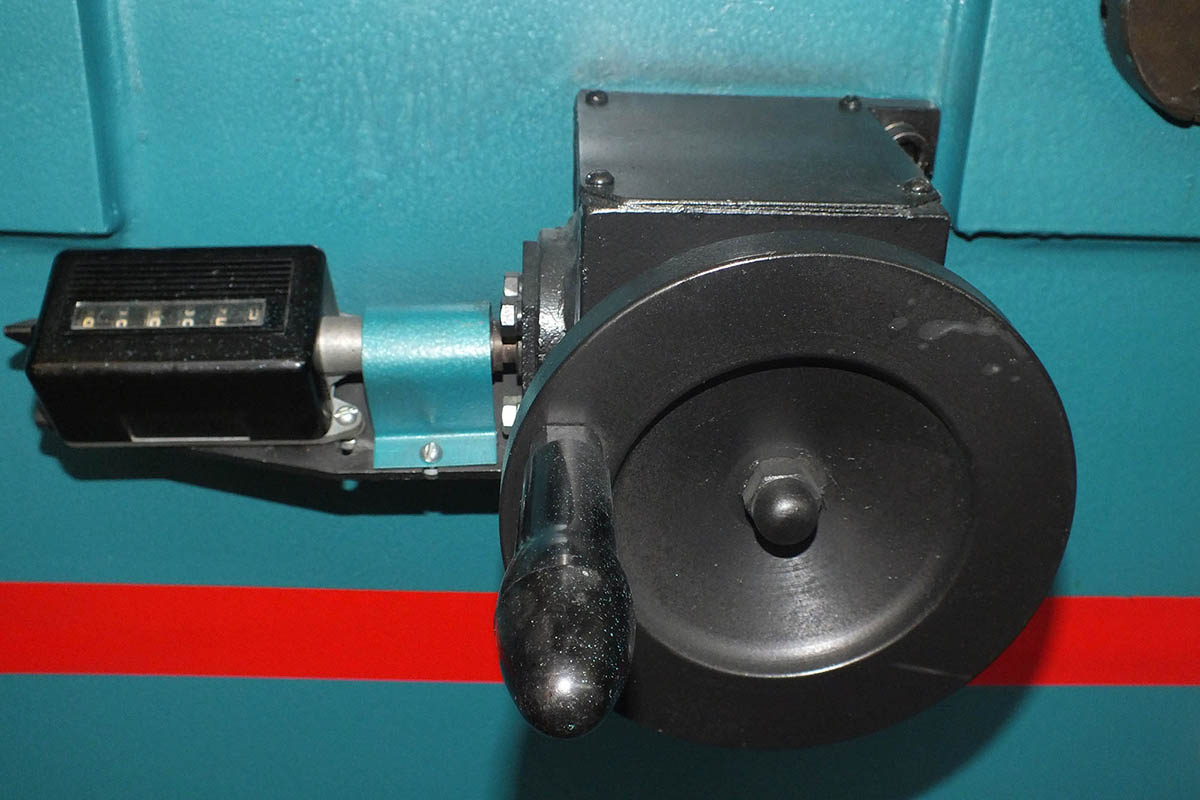
Рама заднего упора с узлами перемещения устанавливается в "T" - образные пазы стола станины пресса. В зависимости от хода заднего упора и конструкции листогибочного пресса, для большей жесткости упор может снабжаться двумя дополнительными опорными стойками. Данный вид упора имеет длину перемещения - 750 мм. Привод данного упора осуществляется вручную, с помощью штурвала, выведенного на переднюю часть станины пресса. Контроль перемещения по оси "X" производится при помощи механического счетчика оборотов модели СО-66. Движение балки с упорами происходит с помощью пары винт-гайка. Перемещение узлов упора по осям "R1", "R2", "Z1" и "Z2" осуществляется вручную.
Точность позиционирования упора - 1 мм.



2. ИЗУ -02.
Рама заднего упора с узлами перемещения устанавливается в "T" - образные пазы стола станины пресса. В зависимости от хода заднего упора и конструкции листогибочного пресса, для большей жесткости упор может снабжаться двумя дополнительными опорными стойками. Данный вид упора имеет длину перемещения - 750 мм. Привод данного упора осуществляется вручную, с помощью штурвала, выведенного на переднюю часть станины пресса. Контроль перемещения по оси "X" осуществляется от датчика энкодера, сигнал которого поступает на устройство цифровой индикации (УЦИ), расположенное на пульте управления прессом. Движение балки с упорами происходит с помощью пары винт-гайка. Перемещение узлов упора по осям "R1", "R2", "Z1" и "Z2" осуществляется вручную.
Точность позиционирования упора - 1 мм.



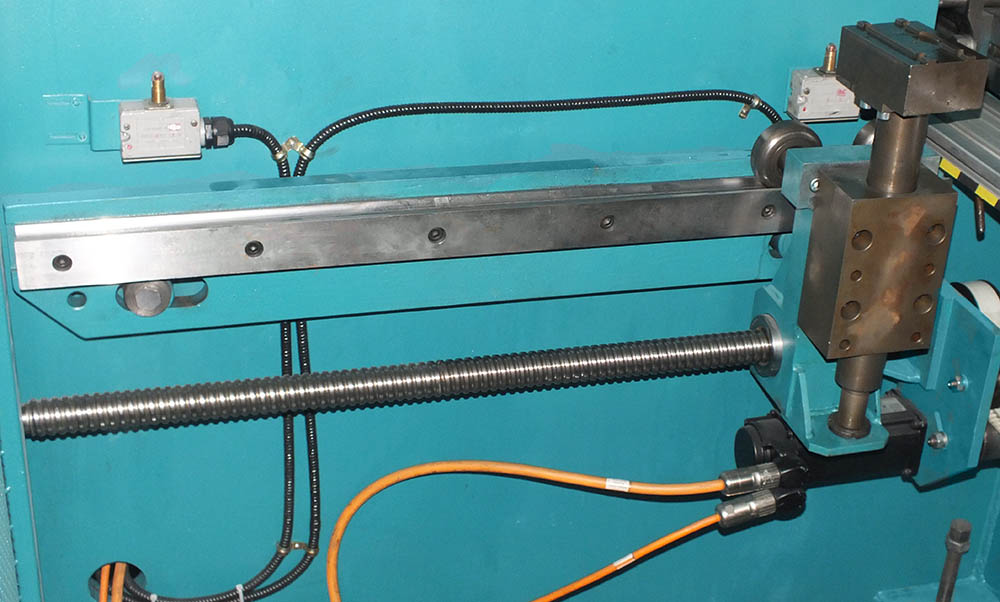
3. ИЗУ -03.
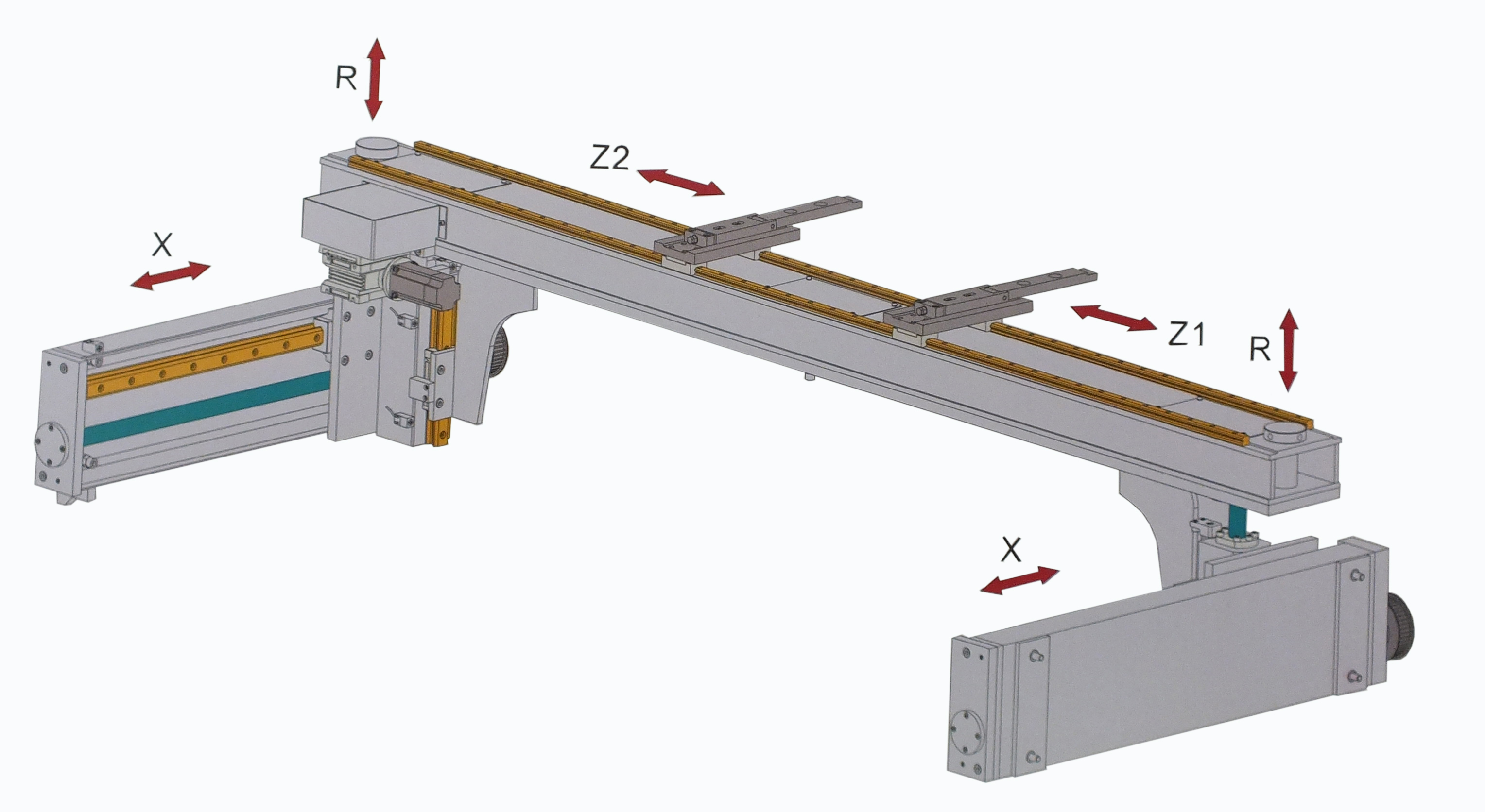
У заднего упора данного вида узлы перемещения располагаются на боковых стойках станины. Для перемещения балки с упором по оси "X" используется две винтовые пары (винт-гайка), приводимые в движение асинхронным электродвигателем. Для исключения инерции движения упора установлен электродвигатель с встроенным тормозом, что позволяет достигать соответствующей точности позиционирования. Контроль перемещения по оси "X" осуществляется от датчика энкодера, сигнал которого поступает на устройство цифровой индикации (УЦИ), расположенное на пульте управления прессом. Перемещение узлов упора по осям "R1, "R2", "Z1" и "Z2" осуществляется в ручную.
Длина перемещения заднего упора от 500 мм. - 1500 мм.
Точность позиционирования - 0.5 мм.



4. ИЗУ -04.
У заднего упора данного вида узлы перемещения располагаются на боковых стойках станины. Для перемещения балки с упорами по оси "X" используются две шарико-винтовые пары (ШВП), приводимые в движение асинхронным электродвигателем. Применение в конструкции заднего упора ШВП и электродвигателя с встроенным тормозом позволяет достигать высокой точности позиционирования. Контроль перемещения по оси "X" осуществляется от датчика энкодера, сигнал которого поступает на устройство цифровой индикации (УЦИ), расположенное на пульте управления прессом. Перемещение узлов упора по осям "R1", "R2", "Z1" и "Z2" осуществляется вручную.
Длина перемещения заднего упора от 500 мм. - 1500 мм.
Точность позиционирования - 0.1 мм.
5. ИЗУ -05.
Конструкция данного упора относится к механизмам с особо точным позиционированием. У заднего упора данного вида узлы перемещения располагаются на боковых стойках станины. Для перемещения балки с упорами по оси "X" используется две ШВП, приводимые в движение серводвигателем фирмы "BOSCH". Контроль перемещения оси "X" осуществляется с помощью встроенного в сервопривод датчика положения. Перемещение узлов упора по осям "R1", "R2", "Z1" и "Z2" осуществляется вручную.
Длина перемещения заднего упора от 500 мм. - 1500 мм.
Точность позиционирования - 0.05 мм.

6. ИЗУ -06.
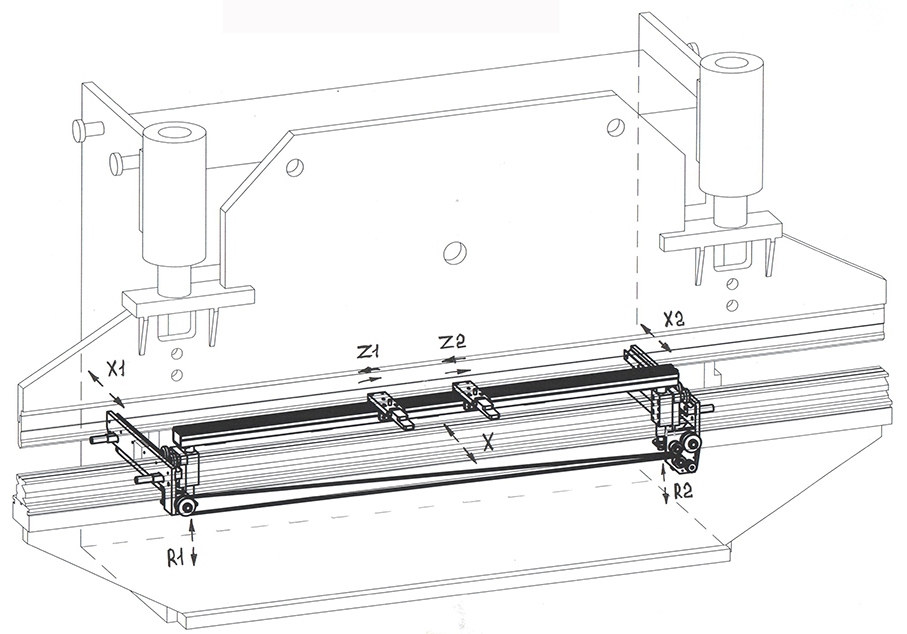
Конструкция данного упора относится к классу повышенной точности. Для станков с ЧПУ с контролируемым перемещением по оси "X1", "X2", "R1", "R2", "Z1" и "Z2" поставляются упоры башенного типа с креплением как к столу пресса (для малогабаритных моделей), так и к основанию прессов с большой длиной гиба (от 5 м.). Длина перемещения от 500 мм. - 2000 мм. Стоимость таких упоров достаточно высока, поэтому их установка требует серьезной оценки экономической составляющей деятельности, проводимой на листогибочном прессе с данным видом заднего упора.
Точность позиционирования до 0.01 мм.



